اکستروژن یا روزن رانی آلومینیوم نوعی روش تغییر شکل است که برای تولید مقاطع آلومینیومی با اشکال مختلف مورد استفاده قرار میگیرد. در طی این فرایند، آلیاژ آلومینیوم را با فشار نسبتا زیاد از داخل قالبهایی مخصوص عبور میدهند و پروفیل یکدست و یک شکل را تولید میکنند.
در پروسه اکستروژن، شمش آلومینیوم را در درون قالب قرار میدهند و دستگاه رام که دستگاهی قدرتمند است، شمش را فشار میدهد تا به شکل مورد نظر در بیاید. پروفیلهای تولید شده در این روش از کیفیت بالایی برخوردار هستند. به علاوه این روش برای تولید قطعاتی با خصوصیات فیزیکی و مکانیکی مختلف مناسب است.
فهرست عناوین
آماده سازی قالب اکستروژن: برای انجام پروسه اکستروژن آلومینیوم، به قالبهای مدور تولید شده از استیل H13 نیاز است. قبل از انجام فرایند اکستروژن، قالب را تا دمایی بین ۴۵۰ تا ۵۰۰ درجه سانتی گراد گرم میکنند تا قابلیت فشار بیشتر را داشته باشد.
گرم کردن بیلت آلومینیوم: در این مرحله، شمش یا بیلت آلومینیومی را در دمایی بین ۴۰۰ تا ۵۰۰ درجه سانتی گراد حرارت میدهند تا نرم شده و آمادهی شکل پذیری باشد. لازم به ذکر است که حرارت باید به میزانی باشد که بیلت آلومینیومی ذوب نشود.
انتقال بیلت آلومینیوم به دستگاه پرس اکستروژن: در این مرحله، بیلتهای آلومینیومی را به سمت دستگاه پرس انتقال میدهند. لازم به ذکر است که جهت روانتر شدن پروسه اکستروژن، ماده لوبریکانت که نوعی روانساز است را هم به بیلت و هم به قالب اکستروژن تزریق میکنند.
ورود بیلت به دستگاه پرس با استفاده از فشار: در اینجا، بیلت وارد دستگاه اکستروژن شده و قسمت هیدرولیکی دستگاه، فشاری در حدود ۱۵ هزار تن را به بیلت وارد میکند.
بیرون آمدن آلومینیوم اکسترود شده از قالب: فشار زیادی که به آلومینیوم وارد میگردد، سبب میشود تا پروفیل آلومینیومی با نیروی بسیار زیادی از قسمت انتهایی قالب بیرون بیاید.
خنک شدن پروفیل آلومینیومی: فشار زیاد و حرارت اولیه وارد شده به بیلت آلومینیومی سبب شده تا پروفیل نهایی از دمای بالایی برخوردار باشد. در نتیجه پس از انجام فرایند اکستروژن، پروفیلها بر روی یک میز غلطک دار حرکت کرده و دمای آنها کاهش پیدا میکند.
برش دهی پروفیل آلومینیوم: پس از اینکه دمای پروفیل تا حد معینی کاهش پیدا کرد، پروفیلها را با استفاده از ارههای بسیار بزرگ و داغ برش میدهند تا از دستگاه اکستروژن جدا شود.
کاهش دمای پروفیل: در این مرحله، دمای پروفیلهای آلومینیومی به دمای اتاق میرسد.
همترازی پروفیلهای آلومینیومی: فشار و دمای بالای فرایند اکستروژن آلومینیوم، سبب شده تا پروفیلها دارای پیچ و تابهای زیادی باشند. لذا جهت صاف شدن پروفیل، هر دو طرف پروفیل را میکشند تا پروفیل صاف و یکدست شود.
برش دهی نهایی: در آخرین مرحله از فرایند اکستروژن آلومینیوم، پروفیلها به اندازه و سایزهای مد نظر برش داده میشوند.
لازم به ذکر است که پس از اتمام پروسه اکستروژن، جهت بهتر شدن خواص پروفیلهای آلومینیوم، ابتدا پروفیلها را تحت عملیات حرارتی قرار میدهند. پس از آن برای بهتر شدن ویژگیهای ظاهری پروفیل، پرداخت نهایی انجام میشود و در آخر، پروفیل در ابعاد نهایی برش خورده و بسته بندی میشود.
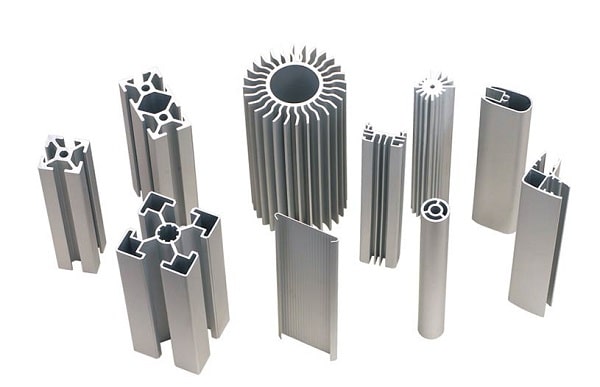
به صورت کلی محصولات نهایی فرایند اکستروژن آلومینیوم از نظر شکل ظاهری، به سه دسته تقسیم بندی میشوند که این سه دسته عبارتند از: ۱) پروفیل توپر ۲) پروفیل توخالی ۳) پروفیل نیمه توخالی.
پروفیلهای توپر : پروفیلهایی هستند که هیچ منفذی در داخل آن به چشم نمیخورد. نبشیها، تیرچهها و میلههای آلومینیومی در این دسته جای میگیرند.
پروفیلهای توخالی حداقل یک فضای داخلی دیده میشود. تیوبهای مستطیلی و مربعی شکل در این دسته جای میگیرند.
پروفیلهای نیمه خالی پروفیلهایی هستند که یک فضای توخالی شکاف مانند دارند. پروفیلهای C شکل در این دسته جای میگیرند.
مزایای قابل توجه فرایند اکستروژن آلومینیوم سبب شده تا استفاده از این روش برای تولید مقاطع آلومینیومی از رواج زیادی برخوردار باشد. اکستروژن نسبت به دیگر فرایندهای تولید مقاطع آلومینیومی از جمله ریختهگری از هزینهی پایینتری برخوردار است که مزیتی قابل توجه به حساب میآید.
به علاوه مقاطع آلومینیومی تولید شده به این روش از خواص مکانیکی بالایی برخوردار هستند. اولا فرایند اکستروژن به شکلی است که باعث کاهش خواص مکانیکی قطعه نمیشود. در ثانی پروفیلهای آلومینیومی بعد از فرایند اکستروژن، تحت عملیات حرارتی و پرداخت نهایی قرار میگیرند و در نتیجهی این دو مرحله، خواص مکانیکی پروفیلهای آلومینیومی افزایش پیدا میکند.
سرعت بالای اکستروژن آلومینیوم هم یکی دیگر از مزیتهای این روش به حساب میآید. همچنین با استفاده از فرایند اکستروژن میتوان انواع مختلفی از مقاطع آلومینیومی با اشکال گوناگون نظیر قطعات توخالی، توپر، نیمه توخالی، باریک و با درجه تحمل مشخص را تولید کرد که مزیتی قابل توجه به حساب میآید.
مقاطع آلومینیومی تولید شده به روش اکستروژن کاربردهای فراوانی دارند. از پروفیل آلومینیوم اکسترود شده برای تولید انواع قوطیهای کنسروی، لولاهای درب و پنجره و اجزای قاب بندی استفاده فراوانی میشود. به علاوه این مقاطع در تولید پیچ و مهره، هیت سینک، المانهای طراحی دکوراتیو و … نیز کاربردهای فراوانی دارند.
همچنین مقاومت به خوردگی بالا در کنار استحکام عالی و وزن پایین سبب شده تا استفاده از پروفیلهای آلومینیومی اکسترود شده در تولید درب و پنجرههای تک جداره و دوجداره رواج زیادی داشته باشد. همچنین از این مقاطع آلومینیومی در صنایع الکترونیک، صنایع دریایی و خودروسازی نیز استفاده زیادی میشود.
جمع بندی
روزن رانی یا اکستروژن آلومینیوم یک پروسه تغییر شکل است که با استفاده از آن بیلت یا شمش آلومینیوم را در درون قالب قرار داده و با وارد کردن فشار نسبتا زیاد، شمش را به اشکال مد نظر در میآورند. قیمت مناسب، کیفیت بالای مقاطع آلومینیومی تولید شده، امکان تولید قطعات با اشکال ساده و پیچیده، سرعت بالا و در دسترس بودن ابزار از جملهی مهمترین مزایای این روش شکل دهی به حساب میآید.
از مقاطع آلومینیومی تولید شده به روش اکستروژن در قوطیهای کنسروی، درب و پنجرههای تک جداره و دوجداره، اجزای قاب بندی، هیت سینکها، المانهای طراحی دکوراتیو و … استفادههای فراوانی میشود. همچنین پروفیلهای آلومینیومی تولید شده به روش اکستروژن در صنایع دریایی، صنایع الکترونیک و خودروسازی نیز کاربرد زیادی دارند.


